
ER308L — это сверхнизкоуглеродистая сварочная проволока из аустенитной нержавеющей стали, в основном используемая для сварки нержавеющей стали марки 304L (022Cr19Ni10). Она обладает превосходной стойкостью к межкристаллитной коррозии и отличной свариваемостью.
🔬 Химический состав и механические свойства
https://www.akweld.com/wp-content/uploads/2025/08/ER308L.pdf
📝 Основные характеристики и рекомендации
① Основные области применения: Широко используется в областях, требующих высокой коррозионной стойкости, таких как нефтехимическое оборудование, сосуды под давлением, пищевое оборудование, медицинские приборы, строительство электростанций, автомобильные выхлопные системы и судостроение.
② Сварочные характеристики: Стабильная дуга, минимальное разбрызгивание и эстетически привлекательный сварной шов делают проволоку пригодной для сварки в любом положении (горизонтальном, горизонтальном, вертикальном и потолочном).
③ Основные преимущества: Сверхнизкое содержание углерода (C ≤ 0,03%) значительно снижает риск выделения карбидов в металле шва, обеспечивая отличную стойкость к межкристаллитной коррозии. Он особенно подходит для сварки нержавеющей стали марки 304L и конструкционных элементов, работающих в коррозионных средах.
⚙️ Справочные данные по процессу сварки
Методы и параметры сварки напрямую влияют на качество конечного шва. Ниже приведены общие справочные данные:
① Защитный газ:
▶Сварка MIG (сварка в среде инертного газа): рекомендуется смесь Ar + (1-2)% O₂ или Ar + (2-5)% CO₂.
▶Сварка TIG (сварка вольфрамовым электродом в среде инертного газа): в качестве защитного газа рекомендуется использовать чистый аргон (Ar) чистотой 99,99% или выше.
② Справочный ток (на примере проволоки диаметром 1,2 мм):
▶Сварка MIG: диапазон тока составляет примерно 150–230 А (сварка в плоскую проволоку), диапазон напряжения — 23–33 В.
▶TIG-сварка: при использовании проволоки диаметром 2,0 мм диапазон тока составляет примерно 100–200 А.
3. Основные рекомендации по эксплуатации:
▶Предварительная очистка: тщательно удалите загрязнения, такие как масло, ржавчина и влага, с канавки сварного шва и поверхности проволоки, чтобы предотвратить образование пор и трещин.
▶Контролируйте погонную энергию: во время сварки следует контролировать погонную энергию, чтобы избежать чрезмерного погонного тепла, которое может привести к ухудшению качества сварки.
ER308LSi — это сверхнизкоуглеродистая, кремнийсодержащая аустенитная нержавеющая сталь, проволока для газовой защиты, широко используемая благодаря превосходной технологичности и качеству сварного шва.
Химический состав и механические свойства
https://www.akweld.com/wp-content/uploads/2025/08/ER308LSi.pdf
⚙️ Ключевые моменты сварки
Для достижения оптимальных результатов сварки необходимо соблюдать следующие правила:
① Предварительная очистка: Перед сваркой канавка сварного шва и поверхность проволоки должны быть тщательно очищены от загрязнений, таких как масло, ржавчина и влага. Во время очистки рекомендуется отполировать поверхность канавки и прилегающую к ней область до металлического блеска. Это важный этап предотвращения пористости и трещин в шве.
② Защитный газ:
▶ Сварка MIG: Рекомендуется смесь Ar + (1-5)% CO₂ или Ar + (1-3)% O₂. Расход газа рекомендуется поддерживать на уровне 20-25 л/мин.
▶ Сварка TIG: В качестве защитного газа следует использовать чистый аргон (Ar) чистотой не менее 99,99%.
③ Параметры процесса:
▶ Вылет электрода: Обычно рекомендуется поддерживать 15–25 мм.
▶ Номинальный ток: Для примера, для проволоки диаметром 1,2 мм диапазон тока для сварки в нижнем и горизонтальном положении составляет примерно 140–220 А, а для сварки в вертикальном и потолочном положении — примерно 140–200 А. Диапазон тока для проволоки диаметром 0,8 мм составляет примерно 70–150 А, а для проволоки диаметром 1,0 мм — примерно 100–200 А.
▶ Ветрозащитные устройства: При сварке на открытом воздухе, если скорость ветра превышает 1,5 м/с, необходимы эффективные ветрозащитные устройства, чтобы предотвратить рассеивание защитного газа и образование пор.
ER308H — это сварочная проволока из аустенитной нержавеющей стали. Её ключевой особенностью является высокое содержание углерода, что делает её особенно подходящей для применений, требующих высокой жаропрочности. В таблице ниже представлено сравнение с ранее упомянутыми ER308L и ER308LSi для более наглядной демонстрации различий.
🔬 Сравнение трёх сердечников сварочной проволоки серии ER308
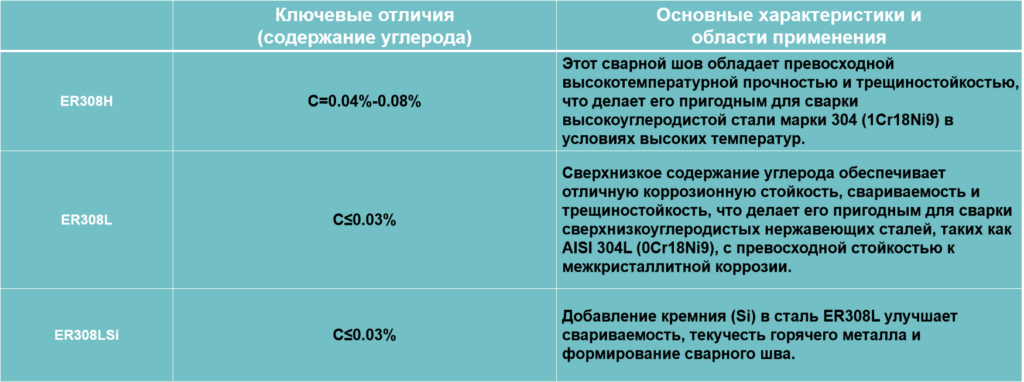
⚙️ Основные характеристики сварки и применения электрода ER308H
① Основные области применения: В основном используется для сварки нержавеющей стали марки 18Cr-8Ni (например, 12Cr18Ni9/SUS 302, 06Cr19Ni10/SUS 304). Эти материалы широко используются в нефтехимической промышленности, производстве сосудов высокого давления, оборудования для пищевой промышленности, медицинского оборудования и других областях.
② Характеристики сварки: Стабильная дуга, красивый сварной шов, высокая трещиностойкость и возможность сварки во всех пространственных положениях.
③ Рекомендации по эксплуатации:
▶ Защитный газ: Для сварки MIG рекомендуется смесь Ar + (1-3)% O₂, а для сварки TIG — чистый аргон (Ar).
▶ Очистка перед сваркой: Свариваемые детали необходимо очистить от ржавчины, масла, влаги и других загрязнений.
💎 Краткое содержание и рекомендации по выбору
Выбор сварочной проволоки зависит, прежде всего, от ваших конкретных требований к коррозионной стойкости и жаропрочности:
① Если деталь должна работать в условиях высоких температур и выдерживать нагрузки, предпочтительным выбором будет ER308H.
② Если рабочая среда подвержена воздействию коррозионных сред (например, в химической или пищевой промышленности) и температура невысокая, выбирайте ER308L или ER308LSi для лучшей стойкости к межкристаллитной коррозии; ER308LSi обеспечивает превосходную свариваемость.
Надеюсь, это сравнение поможет вам сделать правильный выбор. Если вы сообщите, какие материалы и в каких условиях вы планируете сваривать, я смогу дать более конкретные рекомендации.