

Проволока для дуговой сварки под флюсом из нержавеющей стали
Сварочная проволока для нержавеющей стали под флюсом — это сварочный материал, специально разработанный для сварки нержавеющей стали. В сочетании с соответствующим флюсом она позволяет получать сварные швы с заданной коррозионной стойкостью и механическими свойствами.
一. Руководство по выбору сварочной проволоки для нержавеющей стали под флюсом
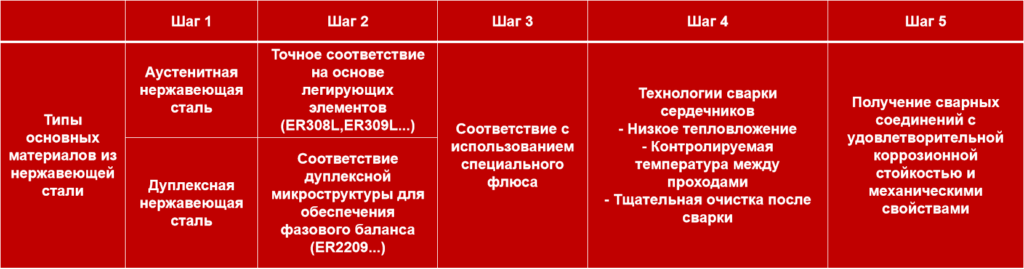
Основным принципом выбора сварочной проволоки для нержавеющей стали под флюсом является «соответствие химического состава», то есть химический состав сварочной проволоки должен быть аналогичен химическому составу основного металла, чтобы обеспечить соответствие коррозионной стойкости сварного шва коррозионной стойкости основного металла. Логику выбора можно обобщить следующим образом:
二. Распространенные типы и модели проволоки для дуговой сварки нержавеющей стали под флюсом
Исходя из схемы выбора, представленной на рисунке выше, ниже приведены некоторые распространенные типы и модели проволоки для дуговой сварки нержавеющей стали под флюсом (в основном соответствующие стандарту AWS A5.9):
❶ Проволока для дуговой сварки аустенитной нержавеющей стали
Это наиболее распространенный тип, применяемый для сварки соответствующих аустенитных нержавеющих сталей.
⑴ EQ308L: Соответствует национальному стандарту H00Cr21Ni10. Используется для сварки нержавеющей стали марки 304L со сверхнизким содержанием углерода и высокой стойкостью к межкристаллитной коррозии.
(2) EQ309L: Используется для сварки разнородных металлов (например, углеродистой и нержавеющей стали) или для наплавки переходных слоев.
(3) EQ316L: Соответствует национальному стандарту H00Cr19Ni12Mo2. Используется для сварки нержавеющей стали марки 316L, содержащей молибден, что обеспечивает повышенную стойкость к точечной коррозии и ползучести.
(4) EQ347: Соответствует национальному стандарту H00Cr20Ni10Nb. Используется для сварки марок 321, 347 и других нержавеющих сталей, содержащих стабилизирующие элементы (Nb), что дополнительно повышает стойкость к межкристаллитной коррозии.
❷ Проволока для дуговой сварки под флюсом дуплексной нержавеющей стали
Используется для сварки дуплексной нержавеющей стали. Наплавленный металл имеет двухфазную структуру, состоящую из аустенитных и ферритных компонентов, что сочетает в себе высокую прочность и хорошую стойкость к коррозии под напряжением.
(1) EQ2209: Используется для сварки дуплексной нержавеющей стали марки 2205 (S31803/S32205). Содержание феррита в наплавленном металле обычно составляет от 30% до 55%.
Обратите внимание: приведенные выше модели представляют собой модели сварочной проволоки и должны использоваться совместно с флюсом в реальных условиях.
三. Основные аспекты сварочного процесса
При сварке нержавеющей стали процесс должен строго контролироваться, чтобы предотвратить ухудшение характеристик сварки. Основные аспекты следующие:
❶ Выбор и управление флюсом
⑴ Специальный флюс: Необходимо использовать специальный флюс для нержавеющей стали (обычно спеченного типа). Обычный флюс для углеродистой стали загрязнит сварной шов, что приведет к потере легирующих элементов и значительному снижению коррозионной стойкости.
⑵ Выбор основности: Выберите флюс подходящей основности в зависимости от требований к вязкости и коррозионной стойкости металла шва.
⑶ Предотвращение попадания влаги и переработка: Перед использованием флюс необходимо просушить в соответствии с требованиями. При повторном использовании его необходимо просеять и смешать с новым флюсом в указанной пропорции.
❷ Строгий контроль погонной энергии
Используйте меньшую погонную энергию и более высокую скорость сварки.
⑴ Чрезмерное потепление приводит к:
● Аустенитная нержавеющая сталь: Крупное зерно в зоне термического влияния сварного шва, снижение коррозионной стойкости и склонность к ножевой коррозии.
● Дуплексная нержавеющая сталь: Повышенное содержание феррита нарушает фазовый баланс, ухудшая ударную вязкость и коррозионную стойкость.
❸ Контроль межпроходной температуры
⑴ Рекомендуется контролировать межпроходную температуру ниже 150 °C. Для толстостенных сварных соединений могут потребоваться меры принудительного охлаждения (например, обдув обратной стороны), но при этом необходимо соблюдать осторожность, чтобы избежать закалочных трещин.
❹ Очистка перед сваркой и послесварочная обработка
⑴ Очистка перед сваркой: Масло, влага и загрязнения должны быть тщательно удалены с фаски и с обеих сторон. Рекомендуется использовать специальные инструменты для очистки нержавеющей стали.
⑵ Очистка после сварки: После сварки необходимо тщательно удалить сварочный шлак и брызги металла со шва и прилегающих зон. Эти остатки могут повредить пассивирующую пленку на поверхности нержавеющей стали, что может привести к точечной коррозии. Обычно используются механические (нержавеющая проволочная щетка) или химические (кислотное травление и пассивация) методы.
Надеюсь, это систематическое введение поможет вам получить полное представление о проволоке для дуговой сварки нержавеющей стали под флюсом. Если вы предоставите конкретные марки основного металла (например, 304L, 316L, 2205 и т. д.) и условия эксплуатации, я смогу предоставить вам более конкретные рекомендации по выбору и процессу сварки.