

Проволока для дуговой сварки под флюсом из углеродистой стали
Сварочная проволока для дуговой сварки под флюсом из углеродистой стали — это присадочный материал, используемый при дуговой сварке под флюсом (SAW). Ключевой особенностью является то, что она должна использоваться совместно с флюсом, который играет решающую роль в защите, очистке и легировании в процессе сварки.Проволока для дуговой сварки под флюсом из углеродистой стали
一. Классификация и типы сварочной проволоки для дуговой сварки под флюсом
Стандарт AWS классифицирует проволоку и флюсы для дуговой сварки под флюсом из углеродистой стали как единую систему. Типы проволоки обычно начинаются с буквы «F», за которой следует ряд цифр и букв, указывающих механические свойства наплавленного металла, образующегося при использовании определенного флюса.
Пример типа проволоки: F7A2-EM12K
● F: Указывает тип проволоки.
● 7: Указывает на минимальный предел прочности на разрыв 70 ksi (приблизительно 482 МПа) наплавленного металла.
● A: Указывает на состояние термообработки после сварки.
● 2: Указывает требуемую энергию удара по Шарпи с V-образным надрезом при определенной температуре (обычно 0°F или -20°C).
● EM12K: Это уникальное обозначение самой проволоки. Распространенные обозначения углеродистой стали для дуговой сварки под флюсом (например, EM12K, EL8, EH14):
Эти обозначения описывают химический состав сварочной проволоки.
● «E» обозначает электрод (сварочную проволоку).
● «L» обозначает низкоуглеродистую.
● «M» обозначает среднее содержание марганца.
● «H» обозначает высокое содержание марганца.
● «K» обозначает добавление силиката калия и т. д. для улучшения технологичности сварки.
Распространенные комбинации:
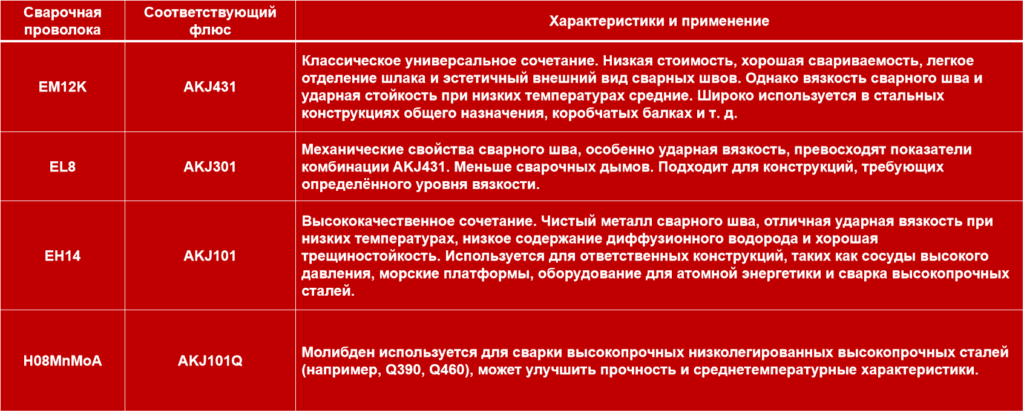
❶ EM12K / EL8 + AKJ431: Это одна из самых классических и часто используемых комбинаций. Сварочная проволока EM12K (среднемарганцевая) в сочетании с флюсом AKJ431 (высококремниевый, высокофтористый) обеспечивает хорошую технологичность сварки и эстетичное формирование шва, что подходит для сварки различных конструкций из низкоуглеродистой стали.
❷ EH14 + AKJ101: Сварочная проволока EH14 (высокомарганцевая) в сочетании со спеченным флюсом AKJ101 обеспечивает повышенную прочность наплавленного металла и улучшенные механические свойства, широко применяется в ответственных стальных конструкциях, таких как сосуды высокого давления, мосты и суда.
二. Принципы подбора сварочной проволоки и флюса
Это основа технологии сварки под флюсом. Различные подборы придают сварному шву совершенно разные свойства.
Основные моменты выбора:
❶ Прочность основного металла и требования к нему: прочность наплавленного металла должна быть равна или немного выше прочности основного металла.
❷ Исходя из требований к прочности: Для ответственных конструкций и оборудования, работающих в условиях низких температур, необходимо выбирать щелочные флюсы (например, AKJ101).
❸ Исходя из требований к эффективности: Флюсы на основе железного порошка или сварочная проволока могут значительно повысить эффективность наплавки.
三. Общие характеристики и упаковка сварочной проволоки для дуговой сварки под флюсом
❶ Диаметр: Распространенные диаметры: 2,0 мм, 2,5 мм, 3,0 мм, 4,0 мм, 5,0 мм и 6,0 мм. Выбор диаметра зависит от сварочного тока и толщины листа.
❷ Упаковка: Обычно в виде катушки (катушки сварочной проволоки) весом 25 кг, 50 кг и т. д., устанавливаемой непосредственно на сварочный аппарат для дуговой сварки под флюсом.
四. Области применения
Сварка углеродистой стали под флюсом широко применяется благодаря высокой эффективности и качеству сварки:
❶ Тяжёлые стальные конструкции: строительные металлоконструкции, мосты, чугунные башни.
❷ Сосуды под давлением: котлы, резервуары для хранения, химические контейнеры.
❸ Судостроение: сборка корпусов.
❹ Трубопроводы: двух- или многопроволочная сварка магистральных трубопроводов большого диаметра.
❺ Строительная техника: стрелы кранов, рамы экскаваторов и т. д.
五. Меры предосторожности при использовании
❶ Хранение сварочной проволоки и флюса: их следует хранить сухими, особенно флюс. Влага, содержащаяся в флюсе, может привести к образованию пор и водородному растрескиванию в сварном шве. Спеченный флюс (например, AKJ101) обычно необходимо сушить при температуре 250–350 °C в течение 1–2 часов перед использованием.
❷ Очистка перед сваркой: Тщательно очистите скос и обе стороны от масла, ржавчины, влаги и других загрязнений.
❸ Параметры сварки: Такие параметры, как ток, напряжение и скорость сварки, оказывают значительное влияние на формирование и качество шва и должны определяться в соответствии с квалификацией процесса.
❹ Толщина слоя флюса: Слишком тонкий слой может не обеспечить полной защиты, а слишком толстый может препятствовать выходу газа и вызывать вмятины на поверхности.
六. Заключение
Выбор проволоки для дуговой сварки под флюсом из углеродистой стали — это не единичный случай, а комплексный процесс подбора системы «сварочная проволока — флюс».
❶ Для обычных стальных конструкций EM12K/AKJ431 или EL8/AKJ301 являются экономичными и практичными вариантами.
❷ Для ответственных конструкций, требующих высокой прочности и низкого риска трещин, более надежным выбором является комбинация EH14/AKJ101 или эквивалентных сварочных материалов уровня AWS.
В условиях реального производства сварочные материалы следует выбирать строго в соответствии с техническими требованиями к изделию и аттестованной спецификацией технологического процесса сварки (WPS).