

Роботизированная автоматизированная сварка
В роботизированной сварке, поскольку процесс программируемый, непрерывный и не требует вмешательства человека в режиме реального времени, требования к характеристикам сварочной проволоки гораздо более строгие, чем при ручной сварке.Роботизированная автоматизированная сварка
В общем, основные требования можно свести к «постоянству» и «предсказуемости». Роботы не могут регулировать параметры в режиме реального времени, ориентируясь на ощущения или зрение, как опытные сварщики, поэтому каждая характеристика сварочной проволоки должна быть высокостабильной для обеспечения плавного процесса сварки и однородного качества сварных швов.
Ниже приведены конкретные аспекты повышенных требований к сварочной проволоке в роботизированной сварке:
一. Роботизированная автоматизированная сварка:Физические характеристики
❶ Эффективность подачи проволоки
Это самое важное и критическое требование. Недостаточная подача проволоки напрямую приводит к прерываниям сварки, нестабильной дуге и дефектам сварки.
⑴ Прямолинейность: Сварочная проволока должна быть исключительно прямой. Любые изгибы или спирали («изгибы типа «хобот слона») создают огромное сопротивление в шланге подачи проволоки, что приводит к нестабильной подаче проволоки, вибрации и даже заклиниванию. Эта проблема усугубляется при высокоскоростной роботизированной сварке.
⑵ Допуск на диаметр: Диаметр сварочной проволоки должен быть очень однородным, с очень малым диапазоном допусков. Небольшие изменения диаметра могут привести к:
● Нестабильной скорости подачи проволоки (поскольку механизм подачи проволоки подает проволоку по длине, изменение площади поперечного сечения приводит к изменению фактического количества наплавленного металла).
● Колебаниям тока, влияющим на стабильность дуги и глубину проплавления.
⑶ Качество поверхности:
● Гладкость: Поверхность должна быть гладкой с низким коэффициентом трения для снижения сопротивления подаче проволоки.
● Чистота: Поверхность должна быть очищена от масла, окалины, пыли и других загрязнений. Эти загрязнения могут загрязнять дугу и сварочную ванну, приводя к пористости, шлаковым включениям и засорению контактного наконечника.
● Равномерность покрытия: Распространена омедненная сварочная проволока; покрытие должно быть равномерным и обладать высокой адгезией. Отслоение покрытия может засорить направляющую трубку и контактный наконечник, увеличивая сопротивление подаче проволоки и ухудшая электропроводность.
❷ Механические свойства
⑴ Твёрдость/Жёсткость: Сварочная проволока должна обладать определённой жёсткостью. Слишком мягкая проволока (например, некоторые алюминиевые сварочные проволоки или сварочные проволоки с флюсовым сердечником) склонна к изгибу и смятию во время подачи, что вызывает проблемы с подачей.
(2) Утолщение/Шаг: Для спиральной сварочной проволоки естественная кривизна (утолщение) после размотки с катушки должна контролироваться в определённых пределах. Чрезмерное клиновидное удлинение повлияет на точность направления дуги и нарушит действие газовой защиты.
二. Роботизированная автоматизированная сварка:Химические и металлургические свойства
❶ Однородность химического состава
Химический состав всей катушки и партии сварочной проволоки должен быть очень стабильным. Колебания химического состава напрямую приводят к:
⑴ Нестабильным механическим свойствам (прочности, вязкости) металла шва.
⑵ Изменения металлургических свойств сварки, влияющие на трещиностойкость, коррозионную стойкость и т. д.
⑶ Нестабильность цвета сварного шва (особенно при сварке нержавеющей стали и алюминия).
❷ Чистота и низкий уровень дефектов
Содержание неметаллических включений, пористости и других дефектов внутри сварочной проволоки должно быть крайне низким. При высокоскоростной роботизированной сварке эти внутренние дефекты непосредственно переносятся на сварной шов, образуя шлаковые включения или пористость, которые трудно обнаружить при визуальном осмотре.
三. Роботизированная автоматизированная сварка:Характеристики процесса
❶ Стабильность дуги
При роботизированной сварке действует принцип «что задаешь, то и получаешь». Сварочная проволока должна обеспечивать исключительно плавную и стабильную дугу при заданных параметрах. Частые вспышки и вспышки дуги абсолютно недопустимы при автоматизированной сварке, поскольку они напрямую приводят к снижению качества продукции.
❷ Схема перехода капли
Сварочная проволока должна быть разработана таким образом, чтобы обеспечить необходимую схему перехода капли (например, струйный перенос, импульсный перенос). Этот перенос должен быть контролируемым и равномерным, чтобы обеспечить минимальное разбрызгивание и эстетически привлекательный вид сварного шва.
❸ Интенсивность разбрызгивания
Низкое разбрызгивание является важным экономическим и качественным показателем для роботизированной сварки. Высокое разбрызгивание:
⑴ Загрязняет заготовку, сварочную горелку и корпус робота, увеличивая расходы на очистку и обслуживание.
⑵ Засоряет газовые сопла, снижая эффективность защиты.
⑶ Может прилипать к манипулятору робота, вызывая повреждения.
❹ Формирование сварного шва
Характеристики сварочной проволоки должны обеспечивать образование гладкого, ровного шва, плавно переходящего в основной материал, что снижает трудоемкость последующей шлифовки.
四. Роботизированная автоматизированная сварка:Упаковка и формы поставки
❶ Способы упаковки
⑴ Сварочная проволока в барабанной упаковке: это предпочтительный выбор для современной роботизированной сварки. Это принципиально устраняет проблему «перекоса», обеспечивая плавную подачу проволоки и низкое сопротивление, что делает его идеальным для высокоскоростной подачи проволоки на большие расстояния.
⑵ Сварочная проволока в бухтах: При использовании обеспечьте плавную подачу проволоки без заклинивания.
❷ Вес бухты и соединения
Использование сварочной проволоки в бухтах большого размера (например, в барабанах 300 кг, 500 кг) снижает частоту переналадки и повышает эффективность оборудования. Количество соединений внутри сварочной проволоки должно быть сведено к минимуму, а сами соединения должны быть гладкими, надежными и обеспечивать бесперебойную подачу проволоки через систему подачи. Дефектное соединение может привести к простою производственной линии.
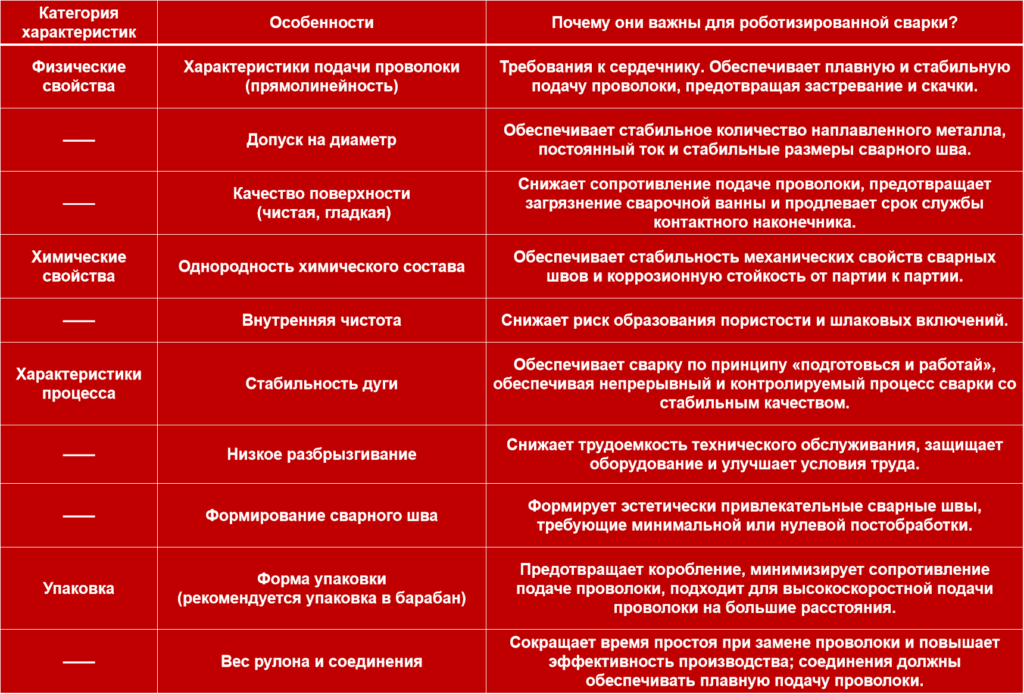
五. Сводная и сравнительная таблица
六. Заключение:
При выборе сварочной проволоки для роботизированной сварки следует обращать внимание не только на соответствие химического состава стандартам, но и на физические свойства, стабильность процесса и упаковку. Всегда выбирайте проверенные бренды и продукцию, специально разработанную для автоматизированных приложений и прошедшую строгий контроль качества (например, сертификацию «Robotics Grade» или «Automation Grade»). Инвестиции в высококачественную сварочную проволоку обеспечат стабильность производства, снижение уровня брака и снижение затрат на обслуживание оборудования, что значительно перевешивает разницу в цене.