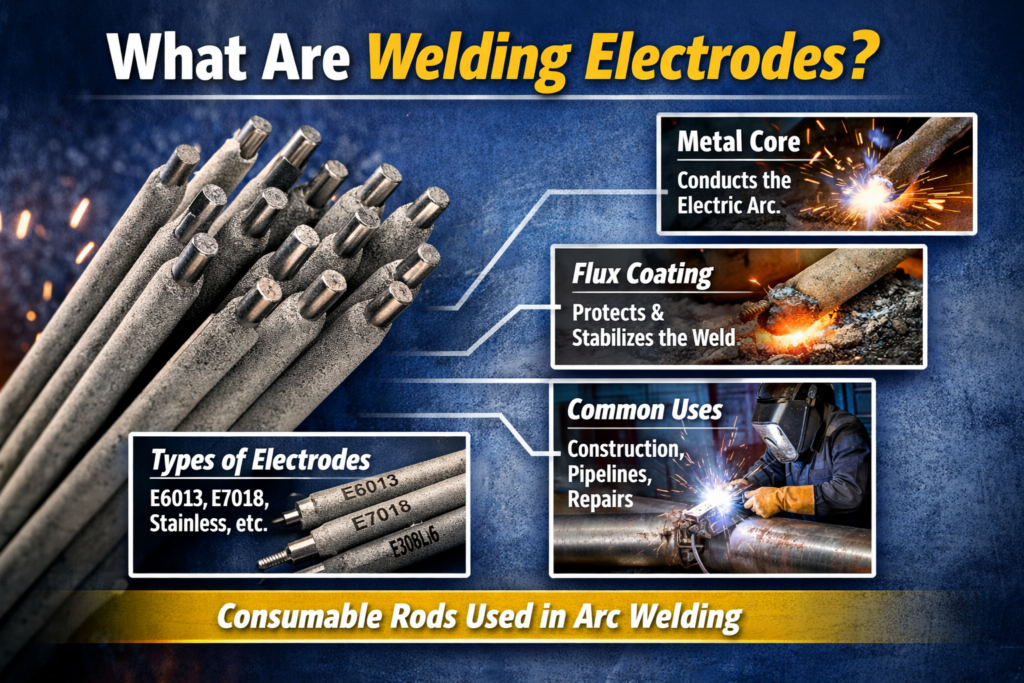
What Are Welding Consumables?
Welding consumables are essential materials used during the welding process to create and protect the weld joint. They directly affect weld quality, mechanical performance, productivity, and long-term reliability across industries such as construction, automotive manufacturing, energy, shipbuilding, and mining.