

Проволока для дуговой сварки под флюсом для жаропрочной стали
Проволока для дуговой сварки под флюсом для жаропрочной стали — это сварочный материал, специально разработанный для сварки деталей, работающих при высоких температурах (например, котлов электростанций, сосудов высокого давления и трубопроводов). Его основная цель — обеспечить стабильные механические свойства сварного шва, отличное сопротивление ползучести и хорошую стойкость к окислению при высоких температурах.Проволока для дуговой сварки под флюсом для жаропрочной стали
一. Руководство по выбору жаропрочной стальной проволоки для дуговой сварки под флюсом
Выбор жаропрочной стальной проволоки для дуговой сварки под флюсом строго соответствует принципу «одинакового химического состава», что означает, что химический состав сварочной проволоки должен быть аналогичен химическому составу основного металла, чтобы гарантировать соответствие эксплуатационных свойств сварного шва при высоких температурах характеристикам основного металла.
Для более наглядного понимания логики выбора обратитесь к блок-схеме ниже:
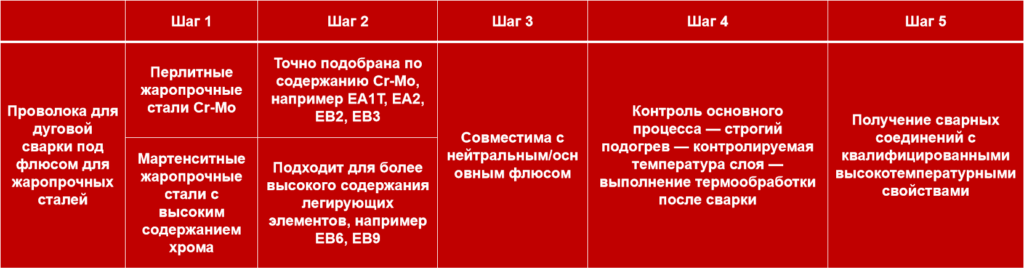
二. Распространенные типы и модели проволоки для дуговой сварки под флюсом жаропрочных сталей
❶ Сварочная проволока для низкохромомолибденовой стали (перлитной жаропрочной стали)
Это наиболее распространенный тип проволоки, применяемый в рабочих средах при температуре ниже 550 °C.
●EA1T / EA1: используется для сварки стали 0,5Mo (например, P1/T1).
●EA2 / H08MnMoA: используется для сварки стали 0,5Cr-0,5Mo (например, P2/T2).
●EB2 / H08CrMnSiMo: используется для сварки стали 1,25Cr-0,5Mo (например, P11/T11, P12/T12).
Нажмите, чтобы просмотреть подробные данные EB2:https://www.akweld.com/wp-content/uploads/2025/08/EB2.pdf
●EB3 / H10Mn2NiMoA: используется для сварки стали 2,25Cr-1Mo (например, P22/T22, P23/T23). Это очень распространённое сочетание, используемое в котлах электростанций.
❷ Сварочная проволока для стали со средним содержанием хрома и молибдена (мартенситная жаропрочная сталь)
Применяется при высоких температурах (до 650 °C) и в более коррозионных средах.
●EB6: используется для сварки стали 5Cr-0,5Mo (например, P5/T5).
●EB9 / H08Cr9MoMnV: используется для сварки стали 9Cr-1Mo (например, P9/T9, P91/T91).
●Специальная сварочная проволока: Для высоколегированных сталей, используемых в ультрасверхкритических установках, таких как T/P92 и T/P122, существуют специальные сварочные проволоки с более сложным составом (обычно содержащие такие элементы, как W, V, Nb и B).
Обратите внимание: Вышеуказанные модели в основном соответствуют стандартам AWS A5.23/ASME SFA-5.23.
III: Основные аспекты сварочного процесса
Сварка жаропрочных сталей гораздо сложнее, чем сварка обычных углеродистых сталей, и следующие аспекты должны строго контролироваться:
❶ Тщательная предсварочная очистка
Необходимо тщательно удалить масло, воду, ржавчину и другие загрязнения с фаски и с обеих сторон, чтобы предотвратить водородное растрескивание.
❷ Предварительный подогрев и контроль температуры между проходами
● Предварительный подогрев: обязателен! Требования к предварительному нагреву должны строго соблюдаться в соответствии с содержанием легирующих элементов и толщиной стали (например, для стали P91 обычно требуется 200–250 °C).
● Температура между проходами: На протяжении всего процесса сварки необходимо контролировать температуру между проходами и следить за тем, чтобы она была не ниже температуры предварительного нагрева и не превышала предельно допустимую (обычно существует ограничение по верхнему пределу).
❸ Выбор подходящего флюса и контроль погонной энергии
● Выбор флюса: Для получения сварных швов высокой чистоты и превосходных механических свойств, особенно высокой ударной вязкости, рекомендуется использовать щелочной спеченный флюс.
● Контроль погонной энергии: Используйте среднюю или низкую погонную энергию, чтобы избежать образования крупных зерен, влияющих на ударную вязкость при высоких температурах.
❹ Термическая обработка после сварки
● Ее цель:
⑴ Снятие остаточных сварочных напряжений.
⑵ Улучшение микроструктуры сварного шва и зоны термического влияния.
⑶ Обеспечьте выход водорода, предотвращая замедленное растрескивание.
● Процессы термообработки (такие как температура и время) должны строго соблюдаться в соответствии с нормативными требованиями.
Надеюсь, это систематическое введение поможет вам полностью разобраться в жаропрочной стальной проволоке для дуговой сварки под флюсом. Если вы предоставите конкретные модели основного материала (например, P91, P22 и т. д.) и условия эксплуатации, я смогу предоставить вам более конкретные рекомендации по выбору и процессу.