
How to Weld Cast Iron Using ENi-1 Electrodes
Cast iron is widely used in industries such as automotive, construction, agriculture, mining, and heavy machinery because of its excellent wear resistance and compressive strength. However, repairing cast iron can be challenging due to its high carbon content and brittleness. Choosing the right welding electrode is one of the most important factors in achieving a durable repair.ENi-1
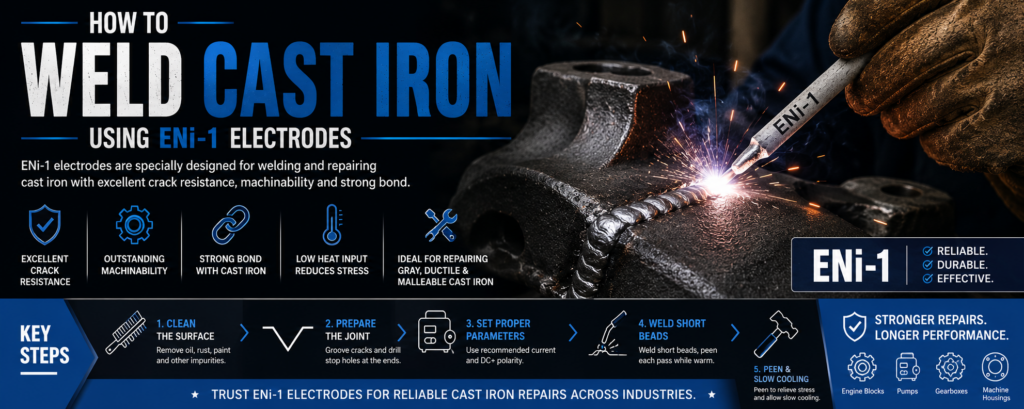
ENi-1 electrodes are specifically designed for welding and repairing cast iron components. Their high nickel content provides excellent machinability, crack resistance, and compatibility with a wide range of cast iron grades. This guide explains how to weld cast iron using ENi-1 electrodes, covering preparation, welding procedures, recommended parameters, and practical tips for achieving professional results.
What Is an ENi-1 Electrode?
ENi-1 is a nickel-based welding electrode developed for repairing gray cast iron, ductile iron, and malleable cast iron. The deposited weld metal has excellent ductility, helping reduce residual stress and minimizing the risk of cracking.
Key characteristics include:
High nickel weld deposit
Excellent crack resistance
Good machinability after welding
Strong bonding with cast iron
Suitable for cold welding applications
Reduced dilution with base metal
These features make ENi-1 one of the preferred solutions for repairing damaged cast iron parts.
Why Choose ENi-1 for Cast Iron Welding?
Compared with general-purpose welding electrodes, ENi-1 offers several important advantages.
ENi-1 Excellent Crack Resistance
The ductile nickel weld metal absorbs thermal stress generated during welding, significantly reducing the chance of cracking.
Outstanding Machinability
After welding, the weld bead can be drilled, milled, or machined with standard cutting tools, making post-repair machining much easier.
Low Dilution
Nickel weld metal limits carbon migration from the base metal, producing cleaner welds and improved mechanical performance.
Reliable Repair Performance
ENi-1 is suitable for repairing:
Engine blocks
Gear housings
Pump bodies
Valve bodies
Machine frames
Industrial castings
Agricultural equipment
Compressor components
Types of Cast Iron Suitable for ENi-1
ENi-1 electrodes perform well on various cast iron materials, including:
Gray cast iron
Ductile cast iron
Malleable cast iron
Cast iron castings
Aged cast iron machinery
Correct identification of the base material helps achieve the best welding results.
ENi-1 Tools and Equipment Required
Before welding, prepare the following equipment:
ENi-1 welding electrodes
Shielded Metal Arc Welding (SMAW) machine
Angle grinder
Wire brush
Chipping hammer
Clamps
Protective welding helmet
Leather gloves
Safety clothing
Keeping all tools clean improves weld quality.
Step 1: Inspect the Damaged Area
Begin by carefully inspecting the casting.
Check for:
Visible cracks
Oil contamination
Rust
Paint
Loose material
Hidden defects
If cracks are present, drill a small stop hole at each end to prevent further propagation during welding.
Step 2: Clean the Base Metal
Proper cleaning is essential.
Remove:
Oil
Grease
Rust
Paint
Oxide scale
Use a grinder to create a V-shaped groove along the crack, allowing complete weld penetration.
A clean joint significantly improves weld strength.
Step 3: Select Proper Welding Parameters
Recommended SMAW settings may vary depending on electrode diameter.
| Electrode Diameter | Current (A) |
|---|---|
| 2.5 mm | 60–80 A |
| 3.2 mm | 80–110 A |
| 4.0 mm | 110–140 A |
General recommendations:
DC electrode positive is commonly preferred.
Maintain a short arc length.
Use low heat input.
Weld in short beads.
Always adjust current according to the workpiece thickness and welding position.
Step 4: Use the Cold Welding Technique
Cold welding is one of the most effective methods when using ENi-1 electrodes.
Recommended procedure:
Weld short beads of approximately 20–30 mm.
Stop after each bead.
Lightly peen the weld while it is still warm.
Allow partial cooling.
Continue welding another short section.
This method minimizes heat accumulation and reduces residual stress.
Step 5: Control Heat Input
Excessive heat is the main cause of cast iron cracking.
To minimize thermal stress:
Keep arc length short.
Use moderate current.
Avoid continuous long welds.
Alternate welding locations when possible.
Allow cooling between passes.
Temperature control is critical for successful cast iron repair.
Step 6: Peen Every Weld Bead
Light peening helps relieve shrinkage stress.
Use a small ball-peen hammer immediately after extinguishing the arc.
Benefits include:
Reduced cracking
Lower residual stress
Improved weld durability
Avoid excessive force that may damage the weld.
Step 7: Slow Cooling
After welding, allow the casting to cool slowly.
Common cooling methods include:
Dry sand
Lime powder
Insulating blankets
Vermiculite
Rapid cooling may create thermal shock and increase cracking risk.
ENi-1 Common Mistakes to Avoid
Avoid these common welding errors:
Using Excessive Current
High current increases penetration and thermal stress.
Long Continuous Welds
Long beads accumulate excessive heat.
Poor Surface Preparation
Contaminants reduce weld quality and increase porosity.
Rapid Cooling
Cooling too quickly creates internal stress.
Ignoring Crack Stop Holes
Undrilled cracks may continue growing during welding.
Applications of ENi-1 Cast Iron Welding
ENi-1 electrodes are widely used for repairing:
Automotive engine blocks
Cylinder heads
Gearboxes
Machine bases
Industrial pumps
Mining equipment
Agricultural machinery
Construction equipment
Compressor housings
Heavy cast components
Their versatility makes them suitable for maintenance, repair, and refurbishment across many industries.
ENi-1 Tips for Better Welding Results
Professional welders often follow these practices:
Store electrodes in a dry environment.
Remove moisture before use if necessary.
Maintain a stable arc.
Keep travel speed consistent.
Weld in multiple short passes.
Minimize overall heat input.
Inspect each pass before continuing.
Consistent technique leads to stronger, more reliable repairs.
ENi-1 Conclusion
Welding cast iron successfully requires careful preparation, controlled heat input, and the correct welding technique. ENi-1 electrodes provide excellent crack resistance, outstanding machinability, and dependable performance for repairing a wide variety of cast iron components.
By cleaning the workpiece thoroughly, selecting the appropriate welding parameters, using short weld beads, peening each pass, and allowing slow cooling, welders can produce durable, high-quality repairs with reduced risk of cracking. Whether maintaining industrial equipment, restoring automotive parts, or repairing heavy machinery, ENi-1 electrodes offer a reliable solution for achieving strong and long-lasting cast iron welds.