308 series stainless steel
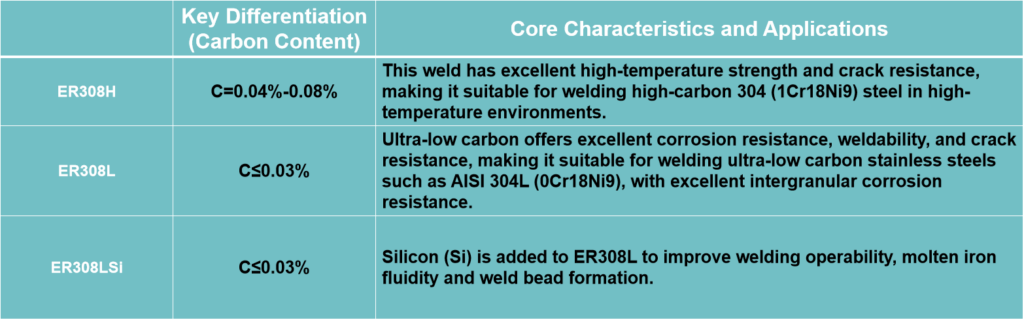
ER308L is an ultra-low carbon austenitic stainless steel welding wire primarily used for welding 304L (022Cr19Ni10) stainless steel. It offers excellent intergranular corrosion resistance and excellent weldability.308 series stainless steel
 Chemical Composition and Mechanical Properties
Chemical Composition and Mechanical Properties
https://www.akweld.com/wp-content/uploads/2025/08/ER308L.pdf
 Key Features and Considerations
Key Features and Considerations
① Main Applications: Widely used in applications requiring high corrosion resistance, such as petrochemical equipment, pressure vessels, food processing machinery, medical devices, power plant construction, automotive exhaust systems, and marine engineering.
② Welding Performance: Features stable arc, minimal spatter, and aesthetically pleasing weld bead formation, making it suitable for welding in all positions (horizontal, horizontal, vertical, and overhead).
③ Core Advantages: Its “ultra-low carbon” (C ≤ 0.03%) significantly reduces the risk of carbide precipitation in the weld metal, providing excellent intergranular corrosion resistance. It is particularly suitable for welding 304L stainless steel and structural components operating in corrosive environments.
 Welding Process Reference
Welding Process Reference
Welding methods and parameters directly affect the final weld quality. The following are common reference specifications:
① Reference Current (using a 1.2mm diameter wire as an example): MIG welding: Current range is approximately 150-230A (flat welding), voltage range is 23-33V. TIG welding: When using a 2.0mm diameter wire, the current range is approximately 100-200A.
MIG welding: Current range is approximately 150-230A (flat welding), voltage range is 23-33V. TIG welding: When using a 2.0mm diameter wire, the current range is approximately 100-200A.
② Key Operation Points: Pre-weld Cleaning: Oil, rust, moisture, and other impurities must be thoroughly removed from the weld groove and the wire surface to prevent porosity and cracks. Heat Input Control: Control heat input during welding to avoid excessive heat input that may degrade weld performance.