💡 Low-temperature steel submerged arc welding wire——Welding and Selection Key Points
To ensure the welding quality of cryogenic steel, the following points should be considered during operation and selection:
❶ Welding process control is crucial. For materials such as high-manganese austenitic cryogenic steel, controlling the interpass temperature and using a smaller heat input are key to ensuring excellent low-temperature toughness of the weld metal. Excessive heat input and interpass temperature may lead to coarse weld grains, reducing toughness.
❷ Synergistic matching of welding wire and flux. Submerged arc welding wire must be used in conjunction with a specific flux (usually a fluorinated alkali sintered flux) to achieve ideal mechanical properties and cryogenic toughness. For example, the flux basicity (BIIW) matched for high-manganese steel submerged arc welding is typically between 2.5 and 3.5. Meanwhile, the matching of welding wire and base metal is also crucial, ensuring that the chemical composition and mechanical properties of the weld metal are compatible with the base metal.
❸ Precise Selection Based on Working Conditions
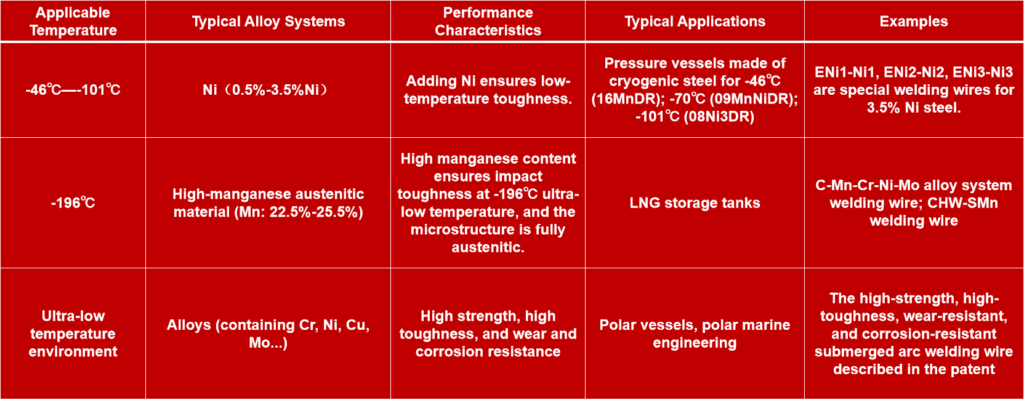
⑴ Welding cryogenic pressure vessels at different temperature levels such as -46℃, -70℃, and -101℃ requires welding wires with corresponding toughness grades. Nickel (Ni) is a key element for improving toughness.
⑵ For welding LNG storage tanks (-196℃), the currently mature technology uses high-manganese austenitic steel welding wire.
⑶ For equipment welding in polar environments, in addition to low-temperature toughness, the strength of the welding wire and its resistance to ice and snow abrasion and seawater corrosion must also be considered.
We hope the above information helps you better understand and apply cryogenic steel submerged arc welding wire.