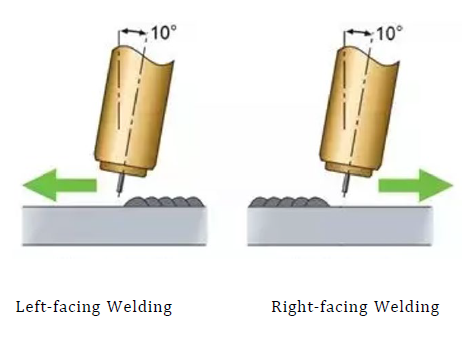
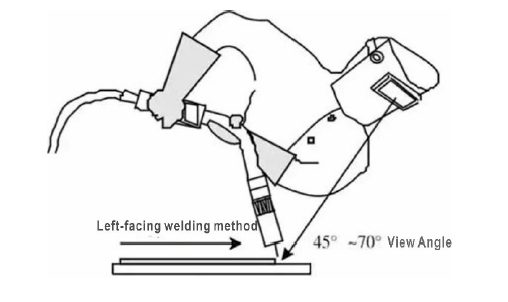
Fig. 1 Schematic diagram of the leftward and rightward welding methods
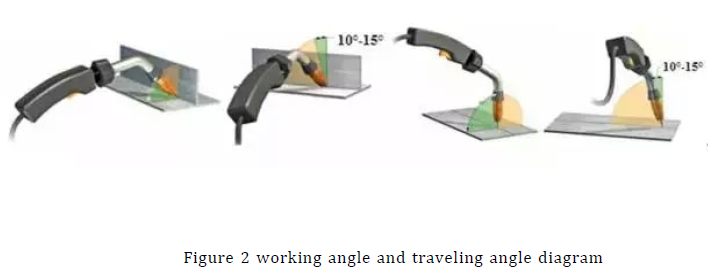
The angle between the torch axis and the surface of the weldment is the working angle;
In the plane where the torch axis and the welding direction are located, the angle between the torch axis and the straight line perpendicular to the welding direction is the traveling angle.
Figure 2(a) shows the working angle and traveling angle of fillet weld, and Figure 2(b) shows the working angle and traveling angle of butt weld. Normally, the angle of fillet weld is 45 °, the angle of butt weld is 90 °; which walking angle according to the different welding directions, and there are front angle and back angle of difference, the right welding is called back angle, the left welding is called front angle.